3D printing technology is often used to construct highly complex objects of different kinds, properties and materials. Despite its numerous advantages, one major drawback of 3D printers is its traditionally slow speed. For instance a typical 3D printing machine such as Stereolithography (SLA) can take several hours to print a 55mm diameter object and maybe several days to complete a larger object. To overcome this major industry challenge, several 3D companies have come up with more updated and efficient technologies that guarantee quick speeds and utmost accuracy. The modern technologies include Continuous Liquid Interface Production (CLIP) and Digital Light Processing (DLP).
a) Digital Light Processing (DLP)
DLP is a type of stereolithography that is popular for performing rapid prototyping services. The technology uses projector light to perform photo-sensitive polymer cures instead of the traditional laser beam. Although DLP was first developed in 1987 by Larry Hornbeck of Texas Instrument, the first printed installation of 3D printed model with photopolymer technology was published in 1981 by Hideo Kodama of the Nagoya Municipal Industrial Research. DLP prototyping service is very expensive since it uses costly components such as photo-sensitive resin.
How Digital Light Processing Technology Works
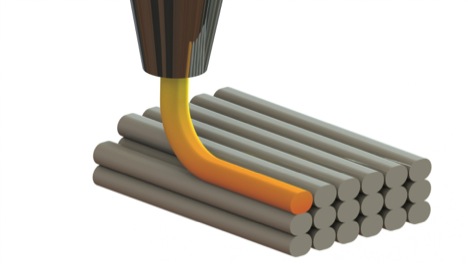
The Digital Light Processing printer works by projecting an image over the resin surface. The resin solidifies as the printer platform finalizes the release process. In a nutshell, a repeat process begins immediately after a new layer of resin is released, coated and cured using light. Once the 3D image is fully developed, the vat is dried out to expose the solid model. The other processes that may be necessitated in the finishing stages include chemical bath, UV curing and support material removal.
The time it takes to produce 3D objects using DLP typically depends on the size of the model under construction. On the other hand, the benefits of using DLP 3D are numerous, they include the ability to print and produce high resolution objects at high speed. Some of the applications that use this technology besides 3d printing machines include cell phones, movie projectors and standard projectors.
b) Continuous Liquid Interface Production (CLIP)
The Continuous Liquid Interface Production technology by Carbon 3D is a relatively new 3D technology that uses several thermoplastic engineering technologies to produce great finishes and resolution. The CLIP chemical process works by balancing oxygen and light to discriminately cure photo liquid resin. The technology is very popular in the field of medicine, consumer electronics and automobile.
Continuous Liquid Interface Production technology uses components such as UV curable resin, oxygen permeable window, dead zone, projector and a build platform. CLIP is highly efficient compared to other 3D printing processes because it allows the use of tunable photochemical procedure instead of the outdated mechanical procedures.
How the CLIP Process Works
The process is carried out by projecting UV images in continuous sequence. During the development stage, images are fed into the system using a digital light projector via an oxygen permeable UV transparent screen. This process takes place beneath a liquid resin bath. CLIP normally creates uncured resin between the object and window by controlling the oxygen flux. The thin layer of uncured resin is called the dead zone. Since a continuous sequence of UV images is reflected on the surface as the object being drawn, the technology makes it easy to continuously grow 3D objects without interruption.
The Advantages of Using CLIP Technology
The Carbon CLIP printer is highly efficient and fast; this advantage has made it possible for users to overcome many traditional 3D printing problems such as lack of speed. In addition, the 3D continuous printing process gives Carbon Clip the ability to develop parts without visible layers. The other CLIP advantage lies in the technology’s ability to eliminate weaknesses between the printed layers.
For this reason, users can also use the technology to develop end-user components and prototypes with nearly no visible layers while ensuring perfect finish. Carbon materials can be used to construct production components and prototypes needed by engineers and designers. Some of the most preferred materials include glass filled nylon, which is temperature resistance and the highly resilient injection molded polyurethane elastomer.